PVRG Schleiflösungen in Rutesheim
Außenrundschleifen und Innenrundschleifen
Schleifen mit Korund und CBN Hochgeschwindigkeitsschleifen bis 120 m/s.
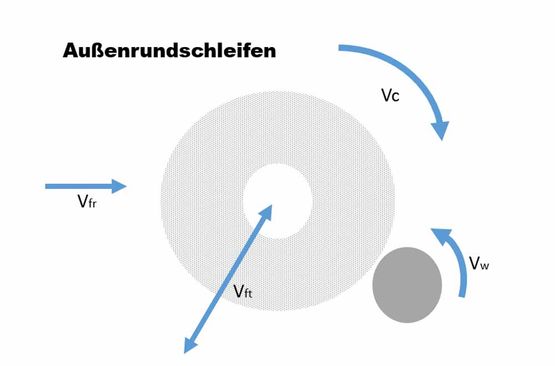
Außenrundschleifen
Beim Außenrundschleifen erfolgt die Bearbeitung des Werkstücks entweder einseitig gespannt oder zwischen Spitzen. Die Schleifscheibe kann je nach Schleifverfahren mittels einer Einstechbewegung radial, schräg zum Werkstück oder durch eine Längsbewegung axial am Werkstück entlang geführt werden.

Das Außenrund-Umfangs-Längsschleifen wird zur Herstellung zylindrischer oder konischer Werkstücke eingesetzt, wenn die zu bearbeitende Werkstücklänge wesentlich größer als die Schleifscheibenbreite ist. Durch eine Längsbewegung wird die mit Schnittgeschwindigkeit vc rotierende Schleifscheibe parallel zur Werkstückachse entlang geführt. In den Umkehrpunkten erfolgt die Zustellbewegung radial zum Werkstück, wobei die Schleifscheibe die Werkstückkontur nicht vollständig verlässt. Wegen der hohen Spanngenauigkeit werden die Werkstücke i. d. R. zwischen Spitzen gespannt. Durch mehrere Leerhübe (Ausfunken) lässt sich die Formgenauigkeit und Oberflächengüte verbessern.
Generell besteht die Möglichkeit, das gesamte Aufmaß in einem Überschliff abzunehmen. Dieses Verfahren wird als Außenrund-Umfangs-Schälschleifen bezeichnet. Die Zustellbewegung erfolgt außerhalb des Werkstückeingriffs, die Längsvorschubgeschwindigkeit und die Werkstückgeschwindigkeit sind kleiner als beim Längsschleifen. Wegen der hohen Schleifscheibenbelastung werden bei diesem Verfahren häufig cBN-Schleifscheiben eingesetzt. Eine Sonderform stellt das Schälschleifen mit windschiefer Achsanordnung dar. Bei dieser auch als „Quickpoint“- Verfahren bekannten Variante steht die Schleifscheibe unter einem kleinen Winkel um die A-Achse geneigt, wodurch sich eine reduzierte Kontaktfläche zwischen Schleifscheibe und Werkstück ergibt.
Beim Außenrund-Formschleifen wird der axialen Hauptvorschubbewegung eine zusätzliche radiale Vorschubbewegung (NC-gesteuert) überlagert, um Konturen zu erzeugen. Dabei wird zumeist das gesamte Aufmaß in einem Überschliff (Schälschliff) zerspant. Wegen der hohen Schleifscheibenbelastung werden überwiegend hochverschleißfeste Schleifscheiben (Diamant oder cBN) eingesetzt. Durch den Einsatz schmaler Schleifscheiben können unterschiedliche Werkstückkonturen flexibel bearbeitet werden.
Zur Bearbeitung eines Außendurchmessers und einer Planfläche (Schulter) wird das Form-Schrägeinstechschleifen eingesetzt. Dabei wird der Durchmesser fertig bearbeitet, bevor die Schleifscheibe die Planfläche schleift.
Das, auch Außenrundeinstechschleifen genannt, wird häufig im Bereich der Serienfertigung zur Bearbeitung von Lagersitzen, Wellenabsätzen, Nuten oder Düsennadeln eingesetzt. Die Zerspanung erfolgt durch eine radiale Zustellung der Schleifscheibe zum Werkstück in der Abfolge, Schruppen, Schlichten, Feinschlichten, Ausfunken. Eine Variante des Einstechschleifens ist das Außenrund-Umfangs-Schrägschleifen (Schrägeinstechschleifen) mit einer um die B-Achse angestellten Schleifscheibenachse, um gleichzeitig hohe Planschultern und Umfangsflächen zu bearbeiten. Die Zustellung erfolgt über eine Kombination aus axialer und radialer Vorschubbewegung. Durch profilierte Schleifscheiben lassen sich im Einstechschleifverfahren Konturen erzeugen.
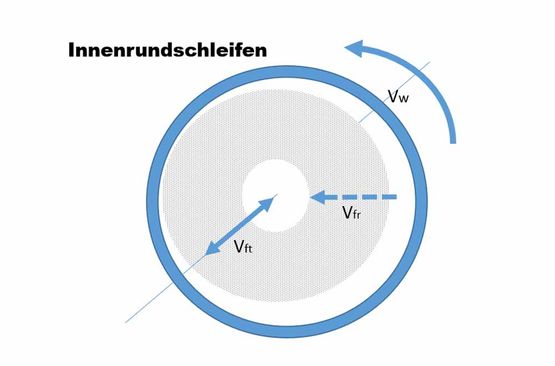
Innenrundschleifen
Beim Innenrundschleifen wird ebenfalls zwischen Quer- und Längsschleifen unterschieden und wird hauptsächlich zur Bearbeitung von zylindrischen oder kegeligen Bohrungen genutzt. Beim Innenrund-Umfangs-Längsschleifen wird die Längsvorschubbewegung i. d. R. durch die Schleifscheibe ausgeführt, wobei die radiale Zustellbewegung beim Innenrund-Umfangs-Querschleifen je nach Maschinenausführung entweder durch das Schleifspindelsupport oder den Werkstückspindelstock erfolgt.
Grundsätzlich gelten die gleichen kinematischen Beziehungen wie beim Außenrundschleifen, allerdings ist der Kontaktbogen zwischen Schleifscheibe und Werkstück erheblich größer als bei vergleichbaren Außenrundschleifoperationen, wodurch der Abtransport der Späne und die Versorgung mit Kühlschmierstoff erschwert sind.
Bei der Wahl des Schleifscheibendurchmessers sollte möglichst das Verhältnis 0,65 < ds/dw < 0,75 eingehalten werden. Wegen der relativ kleinen Spindelnachgiebigkeit (Durchbiegung des Schleifscheiben-Aufnahmeschafts) müssen die Stellgrößen für die Bearbeitungsaufgabe sorgfältig festgelegt werden. Insbesondere bei dünnwandigen Bauteilen ist die Werkstückspannung im Futter relevant, da durch elastische Verformungen beim Spannen und Schleifen die Rundheit der bearbeiteten Flächen beeinträchtigt werden kann.
Unrundschleifen
Auch unrunde Werkstücke müssen im Fertigungsprozess bearbeitet werden. Dies gilt natürlich auch beim Schleifprozess. Weitere Informationen dazu finden Sie hier.